
企業からのお知らせ
-
次世代3Dプリンター展(大阪)に出展決定(Prusa Research)
Prusa Research
-
第 7 回次世代 3D プリンタ展大阪に初出展 ~造形サンプルとパネルで試作から量産までの活用事例を紹介~(オリックス・レンテック)
オリックス・レンテック株式会社
-
ペレット式を超えた次世代MEX方式 ― 粉砕材ダイレクト投入を実現する新機能『DirectFeed』システムを発表(ExtraBold)
株式会社ExtraBold
-
3Dプリントが拓く新しい義手の未来 ― Victoria Hand Project を動かすPrusaの力(Prusa Research)
Prusa Research
-
次世代3Dスキャナー「INSPIRE 2」&「MetroY」シリーズ発売(Revopoint)
Revopoint
-
【新製品】コンパクトながら大容量のビルドエリアを備えたRaise3D待望の粉末焼結方式3Dプリンター”RMS220”を取扱開始!9月に発表会イベント開催
日本3Dプリンター株式会社

イベント
-
 2026年1月28日
2026年1月28日「ASTM認定コース:積層造形の品質保証 」セミナー
会場:東京ビッグサイト会議棟 609 または 610 会議室 〒135-0063東京都 江東区有明3-11-1
-
 2025年12月11日
2025年12月11日コース事前説明会:ASTM認定コース「積層造形の品質保証」
会場:Zoom ミーティング
-
 2025年11月21日(金)
2025年11月21日(金)「Tokyo ものづくり Movement」2025年採択者による事業化ピッチイベントを2025年11月21日(金)に開催。観覧者の募集を開始
会場:日比谷国際ビル コンファレンス スクエア 住所:千代田区内幸町2丁目2-3 日比谷国際ビル8階 アクセス:都営三田線「内幸町駅」A6出口方面地下通路直結 徒歩1分(会場、オンラインのハイブリッド形式)
-
 2025年11月19日(水)~21日(金)
2025年11月19日(水)~21日(金)2025年11月19日(水)~21日(金)「Japan Home show & Building show 2025」出展決定!
会場:東京ビッグサイト(有明・東京国際展示場)西展示棟
-
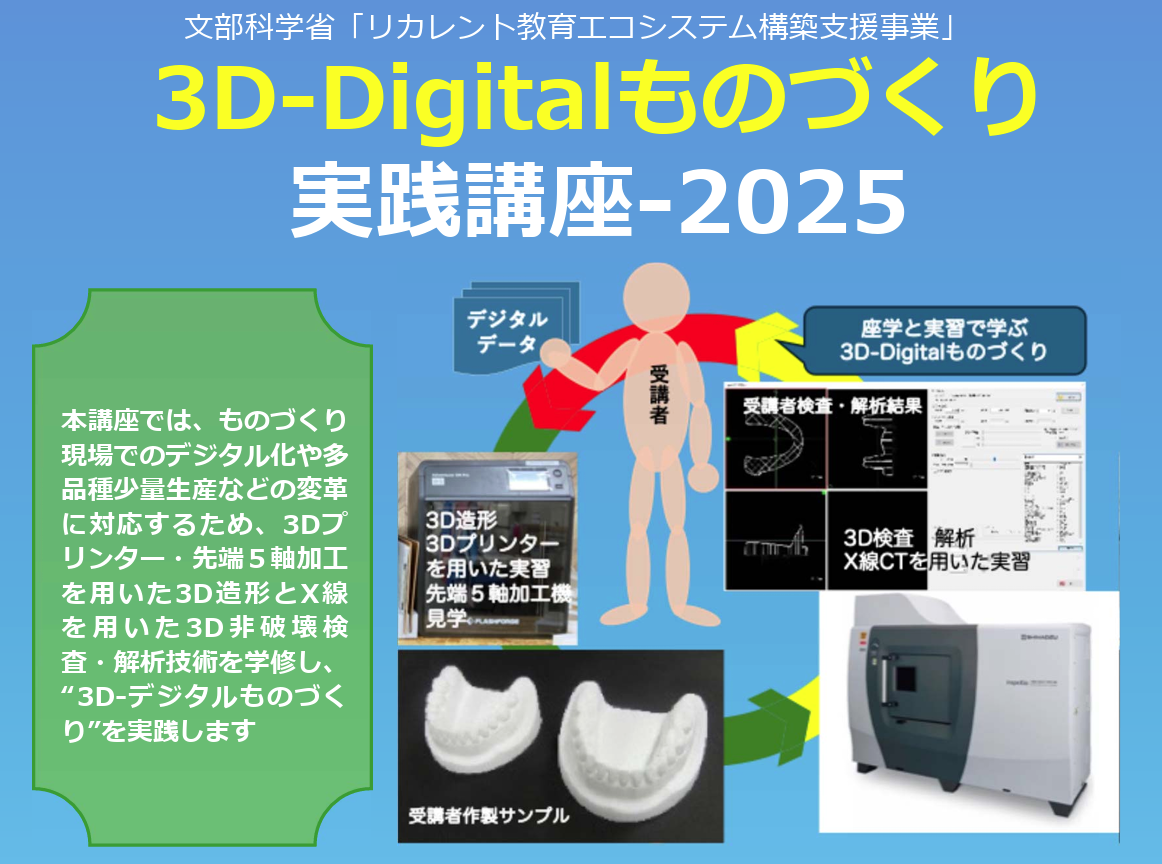 2025年11月21日~2026年01月23日
2025年11月21日~2026年01月23日セミナー・イベント:「3D-Digital ものづくり実践講座」
会場:奈良国⽴⼤学機構法⼈本部棟1階(近鉄奈良駅徒歩6分)ほか、デモンストレーションについては別途連絡。
-
 2025年11月18日 12時30分~13時00分公開取材
2025年11月18日 12時30分~13時00分公開取材【11/18】試作開発工程の省人化を成功させる3Dプリンター選びの正解をおしえてください!
会場:Zoomによる公開LIVE取材
運営:シェアラボ編集部
運営:株式会社イグアス

